どうも。PP3DPスタッフ「O(オー)」です。
師走は忙しいですな(意味深)。さて、前回の続きから
(あらすじ)
色々と試練を乗り越え、ようやくジビッツを作ろうとした矢先に・・
はい、作成したデータはこちらになります。(3分クッキング風)
今回は弊社のUPBOXデモ機で作成します。
まずは初期化をして・・・フィラメントをロードしておきます。
これはフィラメント詰りを防止する方法でもありますから、めんどくさがらず是非。
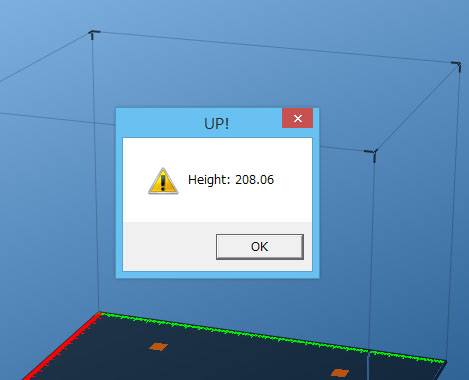
次に、ノズルを冷ましておいてから「水平自動調整」→「ノズル高さ測定」を行います。
そこで出た数値は以下のとおりです。
さーて、自動測定したから印刷へ・・
おっと奥さん(誰?)そのままでいいんですか?
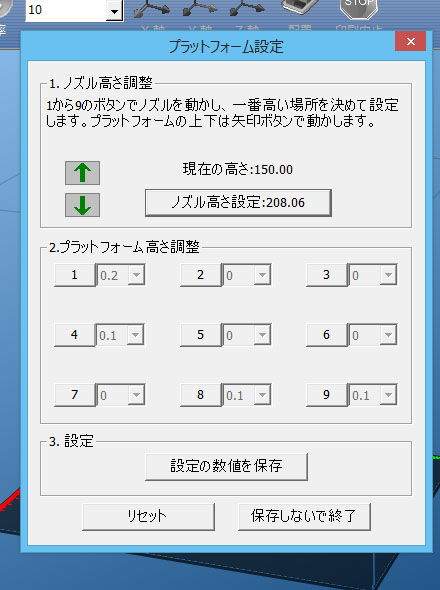
以前もお話しましたが「UPBOXのノズル高さは必ず手動で補正する」、これが基本です。
小さいものでも測定数値から必ず「-0.2~0.3」補正してください。
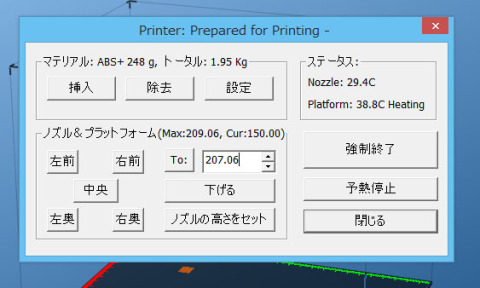
今回測定値は「208.06」でしたが、ここでは「-1.0」した「207.06」で造形してみようと思います。
この数値は決して「大げさ」な数値でなく、デモ機の通常補正値なのです。みなさんも自分なりの数値を見つけてください。上の数値はあくまで「目安」なので!
ここでデータをロードします。
寸法は適当に作りましたので・・・採寸します。
で、でかいやん・・・
横幅は7cm近くあります。さらに取り付け部分(円錐)は2cmも・・・
これではアカンということで倍率50%にすると・・・
横幅は3.5cm、円錐直径は大体1.5cmくらいでしょうか?
まあ、こんなものでしょう。
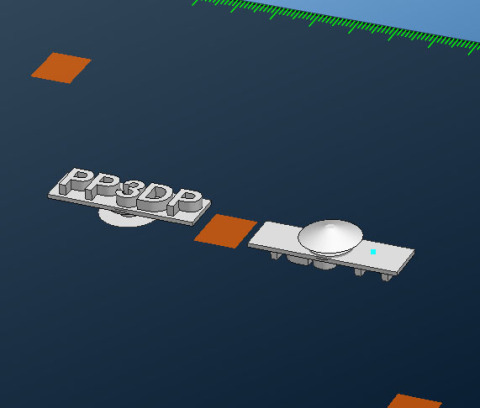
今回はどの作り方がうまくできるか検証も兼ねて、2パターン作成します。
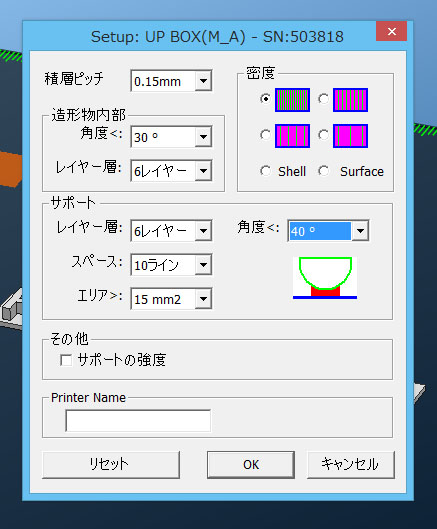
さぁ、印刷設定をして・・
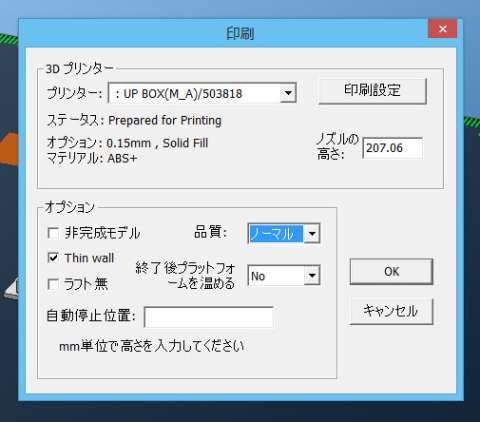
印刷スタートです!
ガシガシ積層して・・・
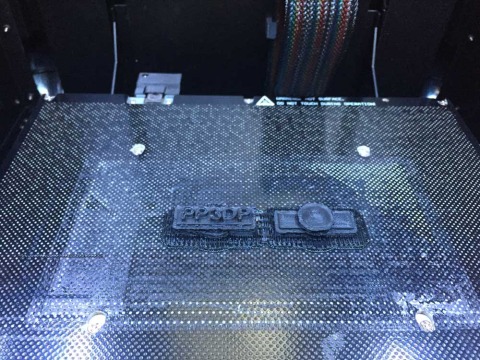
完成です。
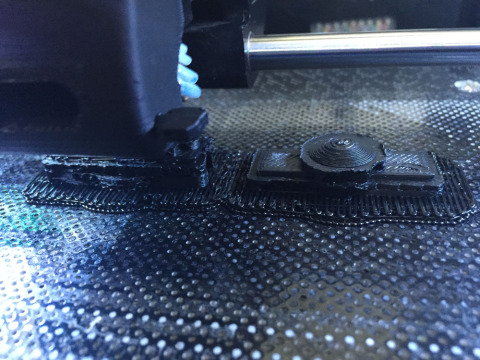
外してから大変でした・・・

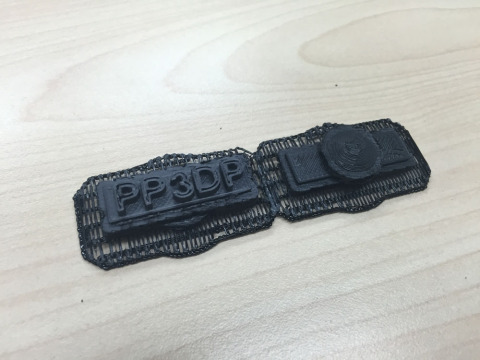

表(文字)を上にしたタイプは比較的早く(それでも20分くらい)サポートは外せましたが、表を下にすると・・・結果的にはサポートは取れず痛恨のギブアップ!
特に円錐を支える軸が細すぎて表を下にしたタイプでは切れてしましました
反省点としましては・・・
1. 支柱を太くしたほうがよかった(簡単に折れる・切れるので・・)
2. サポートの「エリア」を「20mm」もしくは「なし」にする(円錐下のサポート取れやすくしたい!)
3. 小さいモデルなので細かく作れるよう積層を「0.15」にしましたが、逆にサポートが取れにくくなってしまった(次回は0.2でチャレンジ?)
などなどです。
あと、よく見ると「文字の中が詰まってない」事に気付きます。
UPでは内部充填を「100%」にできないため、このように隙間が空いてしまいます。
この反省は次回造形にフィールドバックして・・・
いかがでしたでしょうか?
やはり「モノづくりの道は一日にしてならず」
精進しなくては・・
では、また!
ものづくり3次元教育ソフト「作ってみよう!」のご購入はこちら
ものづくり3次元教育ソフト「作ってみよう!」について詳しくはこちら
 カートの中
カートの中 営業日カレンダー
営業日カレンダー