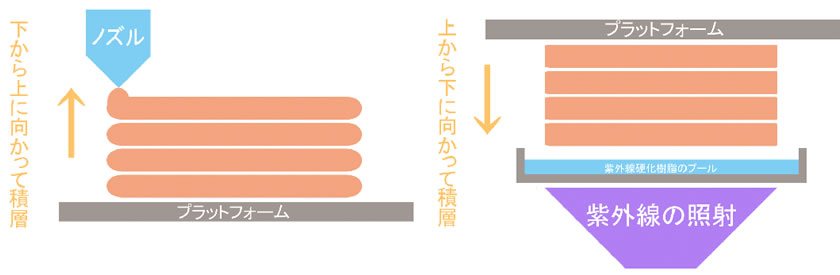
現在3Dプリンターには安価なものから高価なものまでさまざまな方式のものがありますが、中でも一般的によく使われる3Dプリンターが、「FDM方式(熱溶解積層方式)」と「SLA(光造形方式)」です。
“層を積み重ねて立体にする”という点は共通していますが、層の形成方法、材料の性質など、全く異なる点も多くあります。
■2つの造形方法の比較
| FDM(熱溶解積層法) | SLA(光造形法) ※データはLD-002Rのもの |
|
| 造形方法 | 糸状の樹脂を加熱して柔らかくし、ノズルから射出して積層する。 | プールした液体樹脂に紫外線を照射し固めて層を形成する。 |
| 材料/材料の形状 | 熱可塑性樹脂/糸状 | 紫外線硬化樹脂/液状 |
| 積層ピッチ | 0.05mm~0.4mm | 0.01mm~0.05mm |
| 造形時間 | モデルの個数に応じて時間がかかる | 個数が増えてもほぼ変わらない |
| 寸法精度 | 樹脂の収縮で反りなど誤差が出る可能性がある | 高い寸法精度 |
| 表面仕上げ | 積層痕が残る | 非常に滑らか |
| サポート | 手またはニッパーで除去 | ニッパーで除去 |
| 後処理 | 不要(必要であれば表面処理など) | 濃度90%以上のアルコールでの洗浄/二次硬化 |
| 材料の廃棄 | プラスチックごみとして廃棄可能 | 硬化させた状態ならプラスチックごみとして廃棄可能 |
| メンテナンス | ノズル、ノズルヒーターの交換やエクストルーダーギアの清掃など | プラットフォーム、機器本体、レジンバットのアルコール洗浄、フィルムの交換 |
| 出力後の耐久性 | 素材にもよるが劣化しにくい | ひびや割れなど劣化しやすい |
※機種ごとによって内容は異なります。
FDMとSLAの大きな違いはやはり見た目の仕上がりになるでしょう。

左:FDM 右:SLA
FDM方式では糸状にした樹脂を重ねていくため、一層一層のエッジが丸くなり、それが積層痕として見た目に現れます。
SLA方式は硬化前の材料が液体かつFDMよりも積層ピッチを細かく重ねられるため、滑らかな仕上がりになるのです。
FDM方式もノズル経の多様化と技術の進歩で積層ピッチ0.05mmの印刷を実現していますが、それでも仕上がりにおいてはSLA方式に軍配があがります。
では後処理についてはどうでしょうか(サポートやラフトの除去はどちらも必要なので割愛)。
FDM方式で出力した造形物は、すでに加熱・冷却まで完了した樹脂の塊なので特別な処理を行う必要はありません。
しかしSLA方式ではそうはいきません。
SLA方式で作られた造形物は、まず造形物そのものの洗浄を行う必要があります。ここでいう洗浄とは、造形物全体に付着した未硬化のレジンを洗い流すことです。
レジンは油性の液体のため、アルコール(イソプロピルアルコールを推奨)で洗浄する必要があります。洗浄のためにアルコールはもちろん、アルコールを入れる容器、細かい部分の洗浄に使用するハケや筆、こだわれば超音波洗浄機など用意しなければいけません。
ここで気をつけたいのは、未硬化のレジン、アルコールどちらも人体に有害である点です。作業を行う場合は必ず手袋(ニトリルゴム製を推奨)をつけ、絶対に肌に液体が付着しないようにしましょう。
ここまでですでに「面倒だな」と感じる方もいるかと思いますが、洗浄だけで終わりではありません。
実は印刷が終了しても造形物は完全に硬化しているわけではないのです。そこで、洗浄後自然乾燥させ、二次硬化を行う必要があります。
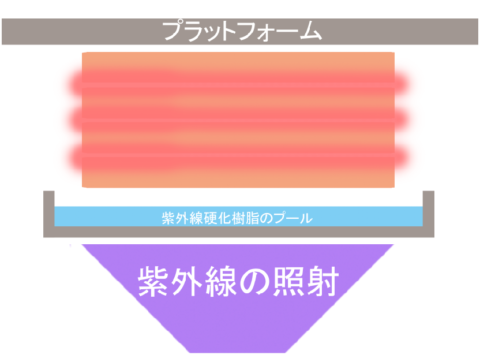
層と層の間に硬化が不十分な部分ができる
二次硬化とは、要するに全方向から紫外線を再度当てることです。
外に出しておくのも十分二次硬化になりますが、長時間紫外線に当てると造形物の割れ、黄変、劣化を起こすので出しっぱなしにしないよう気をつけましょう。
手っ取り早く二次硬化させるために、ネイル用のLEDライトを使ったり、近年は光造形用の二次硬化機が登場しています。
造形→洗浄→二次硬化まで完了して始めて光造形での造形は一区切りになります。
FDMとSLAの違いをざっくり比較するとこうなります。
| FDM(熱溶解積層法) | SLA(光造形法) | |
| 仕上がり | ○ | ◎ |
| 後処理のしやすさ | ◎ | △ |
| メンテナンス | ○ | △ |
| 安全性 | ○ | △ |
それぞれで長所と短所があるため、“何をつくりたいのか”“どのレベルの精度で3D出力物を必要としているか”を把握し、機器の性能、対応材料、運用面から3Dプリンターの選定することが大事です。
 カートの中
カートの中 営業日カレンダー
営業日カレンダー