『Polymaker社製PolyCast』は伝統的なワックス鋳造より3Dプリンタ-による金型製造はコストが安く、リードタイムも圧倒的に短縮させることが出来る鋳造に適したフィラメントです。
PP3DPでは販売していないフィラメントですが、今回はUP 300でPolyCastとの相性を試しつつ、工具類の物を出力してみようと思います。
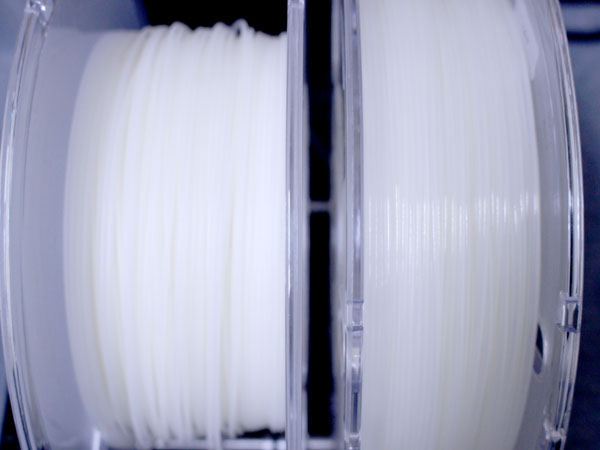
使用するPolyCastナチュラル色でサンステラおすすめフィラメント(PolyLitePLA)と比較してみると色合いはほとんど変わりありませんがPolyCastの方がとても艶があることがわかります。
右:PolyCast 左:サンステラおすすめフィラメント(PolyLitePLA)
材質はPolySmoothと同様PVB(ポリビニルブチラール)樹脂となっており、
湿気に非常に弱いため、PolyBoxに入れて出力します。

PolyCastのPrinting Temp:190℃~220℃、Bed Temp:25℃~70℃と記載されているので、
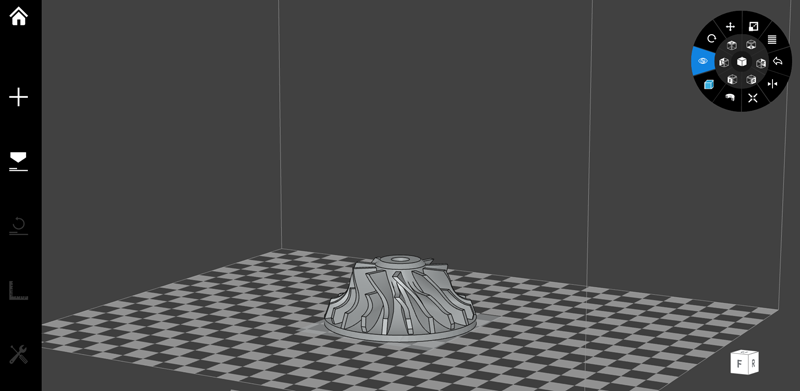
まずはPLA温度設定でこちらの3Dデータを出力してみようと思います。
使用するヘッドはPLAヘッド
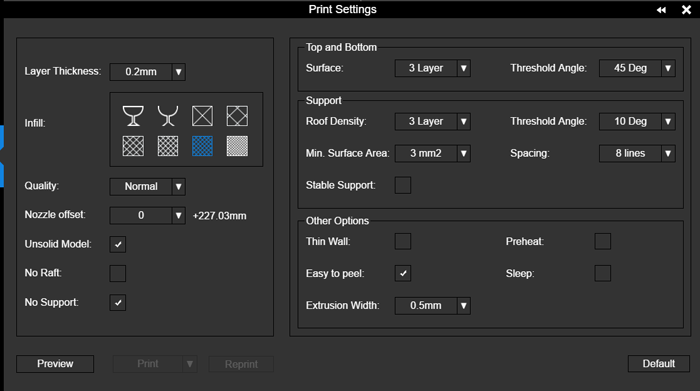
印刷設定は『No Support』と『Easy to peel』にチェック
Infillはプロペラ部分が折れたりしないように80%で出力します。
それでは出力開始
1時間後
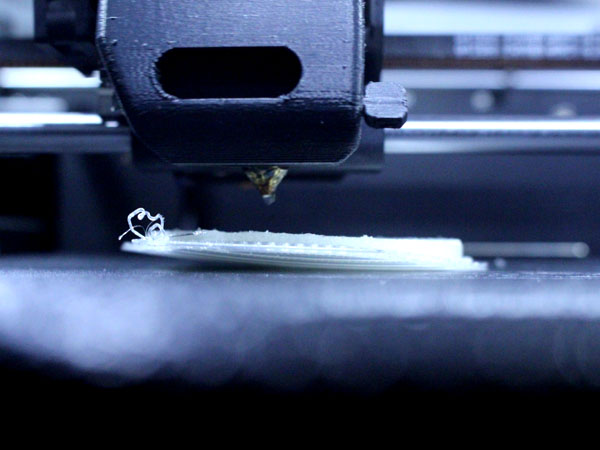
ラフトが剥がれてしまいました。
原因として考えられるのはこの2点
・Printing Tempが足りてない
・印刷設定で『Easy to peel』を付けていたため剥がれた。
2度目の出力
失敗を活かして次は温度設定Printing Temp:220℃,Bed Temp:50℃
『Easy to peel』は無しで出力です。
1時間後
ラフトは剥がれませんでしたが造形物が反りあがってしまいました。
やはりPLAヘッドだと冷却効率が良すぎたのかもしれません。
3度目の出力
PLAヘッドの冷却効率が原因であれば温度設定Printing Temp:230℃,Bed Temp:50℃で反りあがりはなくなるはずです。もちろん『Easy to peel』は無しで出力開始です。
1時間後
ラフトも造形物も剥がれていません。
これは期待できます。
さらに1時間経過

焦げや糸引きしているような箇所もなく綺麗に出力出来ました。
やはり原因は冷却効率による温度不足で反りあがっていたようです。
結果
・ラフトやサポート処理〇
・印刷しやすさ(適正な温度設定が分れば)〇
・精密に出力することが可能〇
・湿気に弱いのでじめじめした雨の日などは要注意×
・反りやすい×
まとめ
UP 300でPolyCastでの出力はABS樹脂のように反りやすく、温度設定では手を焼きましたが
鋳造に適したフィラメントと言われるだけあって精度も高く、ラフトやサポートなども簡単に処理出来ます。PolyCastをお買い求めの際はPolymakerストアでご購入できますので是非一度お試し下さい。
 カートの中
カートの中 営業日カレンダー
営業日カレンダー