FDM方式の3Dプリンターで発生するプリント失敗の1つ “反りあがり“
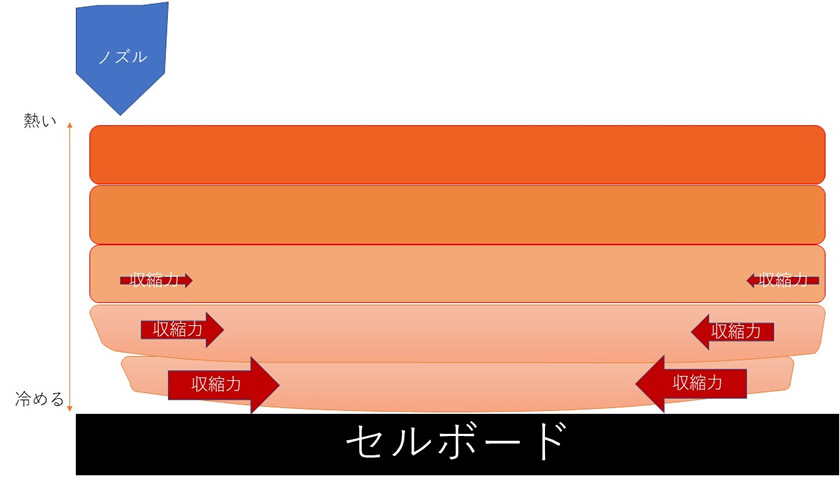
下の画像のように造形面のセルボードから、
プリント物が反りあがってしまうのには理由があります。

樹脂は熱収縮という特性があり冷えて固まる際に縮んでしまいます。
ざっくり言うと冷めていく下側から縮む力が強くなるので
段々と力が加わっていき上側へ反っていってしまいます。
解決策として
・プラットフォームと庫内の余熱を行い、急激に冷えない状態にする
3Dプリンターの蓋を閉めた状態で(UPPlus2であればアクリルケースが必要)
UPstudioのMaintenanceにあるHeatのアイコンを押して
しばらくプラットフォームの加熱をします。
これを行うことでゆっくりと冷却され、内部にたまった力を逃すことが出来ます。
(応力除去焼きなましのようなもの)
・ファンのつまみを操作して風向きを調整する
ファンの風が直接造形物に当たることも冷却を早く進めてしまう原因です。
特に造形物の正面側が反ってしまう場合はこれが原因の可能性があります。
風向きを変えるだけで結構変わりますので試してみてください。
・セルボードとノズルの間隔を調整する
ノズルとセルボードの間隔が広かったり、逆に狭すぎる場合でも
定着力が弱くなってしまうため反りや剥がれが発生しやすくなってしまいます。
「樹脂が押し付けられるように出ている事」「十分な量の樹脂が出ている事」
これに気を付けて1層目の状態を確認してください。
・セルボードの油分を取り除く
手汗の話です。ちょっとした部分ではありますがベンジン等で拭いて油分を取り除くだけでも効果があります。
また、なるべく造形面は手で触らないようにしましょう。
以上困ったらお試しください。
 カートの中
カートの中 営業日カレンダー
営業日カレンダー