さて今回は、お客様へ差し上げる「造形品サンプル」を作ろうかと思います。
弊社HP上でもご案内していますが「どんな物が作れるのか分からないでプリンターを注文するのは怖いのでは?じゃあ、現物見てもらおう」という深い考えから始まったサービスなのです。

今回、提供サンプルの内容を変更するため、作り溜めする事と相成りました。
で、パッと見の反応がもの凄く良い「塔」は残して・・・
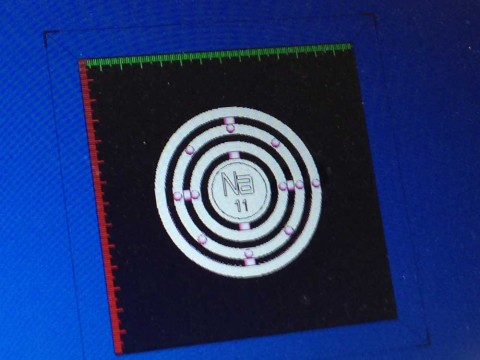
こんなものを作ろうとしています。
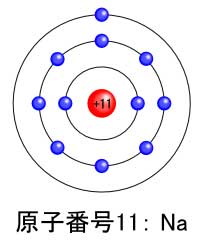
見る人が見ると過敏に反応されますが「ナトリウムの原子モデル」だったりします。
さて早速作りますが、今回はサンプルなので小さく、データをコピーして「面付」して作成したいと思います。
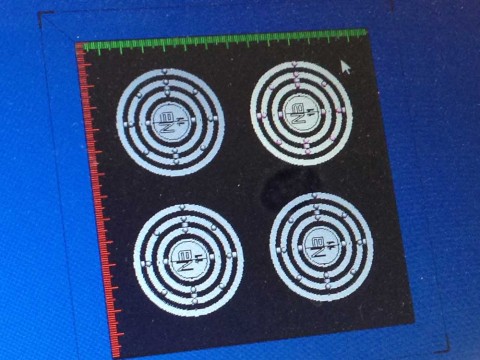
今回は「セルボードの全面」に造形物を作成する為、プラットフォームの平行度とノズルの高さは慎重に設定します。傾いていたりすると反り返りの原因になります。

ちなみにノズル横にあるのはピンセットの先端です。目安でどうぞ。
この「UP Plus2」には「オートキャリブレーション機能」というスグレモノが付いているのですが、慣れてきますと手動で盤面平行度を調整する方が楽になります。
コツは中央でノズル高さを設定したあと、対角線上にノズルを滑らせることです。
こうすれば「奥→中央→手前」(逆でもいいですが)と高さが把握できるので私はこの方法をよく行っています。
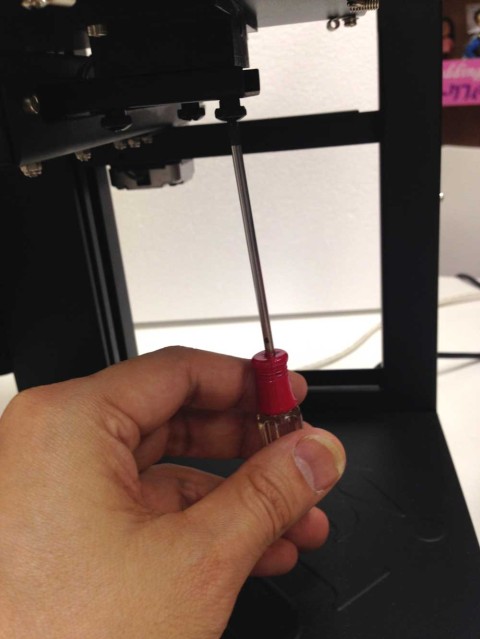
で、盤面の高さを調整するにはプラットフォーム底面の「調整ネジ」を使用するのですが、この部分が固くて締めにくい等のお話をよく聞きます。
これは現在のマニュアルでもご案内しているのですが「プラットフォームを上げて、短いプラスドライバーで調節」する方法をお勧めします。
盤面の調整も終わりました。いよいよ作製開始です!
と、その前にABSを使用する場合には反りを防止するためにプラットフォーム上を十分熱しましょう。目安は約60-70℃前後です。時間にして10分もかかりません。
印刷設定は「積層ピッチ0.2mm サポートなし サポート角度10°ファスト」です。
作製時間は約1時間40分です。意外と時間が早いのは、造形物の厚さが薄いからです。
さぁ、印刷スタートです!
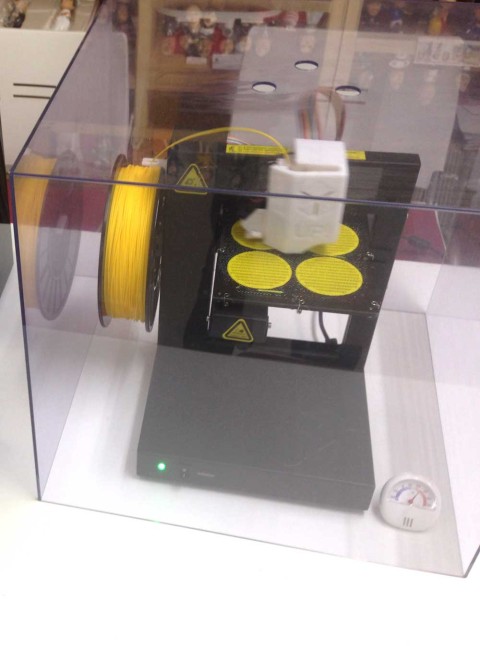
で、完成しました。


このモデルは初めから繋がって完成する上に、円それぞれが独立してシャフトで稼働するスグレモノなのです。
理屈としては・・・シャフトと円本体の間に「データ上で」クリアランスが確保されており、その部分に「サポート」が付着して仮押さえしながら造形していきます。
完成後セルボードから外した後、シャフト部分を稼働させると「サポート」が崩れて動き出す・・というカラクリなのです。(わかります?)
というわけでサンプル作りはまだまだ続くのです(泣)
関連リンク:
造型サンプルをご希望の方はこちら
 カートの中
カートの中 営業日カレンダー
営業日カレンダー